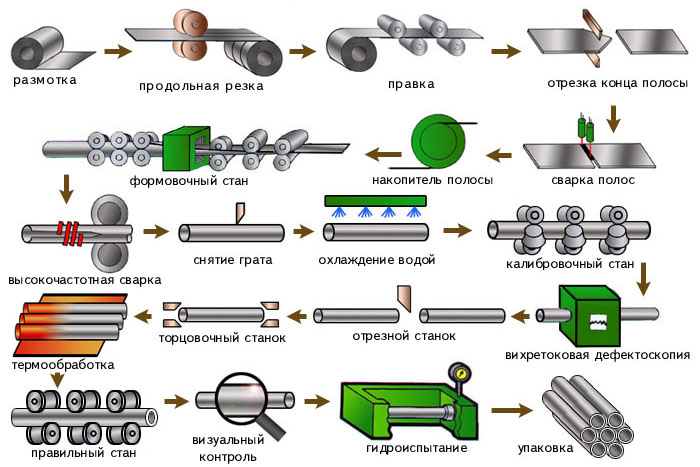
Сырьем для производства электросварных стальных труб является штрипс (свернутый в рулоны листовой металл). В начале производства обеспечивается входной контроль качества рулонной стали, и, далее, разматывание, правка рулона в ленту. Далее для обеспечения непрерывности процесса листы свариваются между собой. Следующей операцией является формирование «тела» трубы при помощи специальных валков и предшествующий этому контроль толщины стенки листа металлического.
Свернутый лист металлический в трубу сваривают по шву используя токи высокой частоты (для высоколегированных марок – дуговая сварка в среде инертных газов). Для обеспечения лучшего качества трубы наружный и внутренний грат удаляют. После этого используется один из видов термообработки сварного шва, для снятия внутреннего напряжения, во избежание последующего «лопанья» шва. Это может быть или индукционная термообработка непосредственно сварного шва, или же объемная термообработка самой трубы стальной.
Далее идет магнитный контроль сварного шва, после чего идет калибровка и правка трубы при помощи валков.
Для обеспечения заданной длины трубы её измеряют, режут, далее охлаждают, повторно правят, обрезают концы, снимают фаску. Готовые трубы подвергают различным испытаниям, взвешивают, упаковывают, после чего отгружают потребителю.
|